服务咨询热线:
13580981468
服务咨询热线:
13580981468



目前,数控机床的品种已基本齐全,其分类原则和分类方法也有多种,归纳起来有以下四种分类方法:
1.按工艺用途分类
(1)一般数控机床。与通用的机床种类一样,有数控车、铣,磨、钻,瞠等,而且每-种又有很多品种,例如数控铣床中又有立铣、卧铣、龙门铣等。
(2)数控加工中心。它是一种具有自动换刀装置的数控机床(又称多工序数控机床或镗铣类加工中心,习惯上称为加工中心-Machining Center)。
(3)多坐标数控机床。该数控机床的特点是数控装置控制的轴数较多,机床结构也比较复杂,现在常用的是4,5,6坐标的数控机床。
2.按数控机床的运动控制方式分类
(1)点位控制数控机床。只控制机床移动部件从--点移动到另一点的准确定位,而不控制点与点之间的运动轨迹,在移动过程中,不进行任何切削加工。这类机床主要有数控钻床、镗床、冲床等。
(2)点位直线控制数控机床。这类机床工作时,不仅要控制两相关点之间的位置(距离),还要求从一点到另一点按直线移动,按指定的进给速度作直线切削。例如进行平面铣削.阶梯车削,磨削加工的数控铣床,车床和磨床。
(3)轮廓控制数控机床。这类机床的控制装置能够同时对两个或两个以上的坐标轴进行连续控制。加工时不仅要控制起点和终点,还要控制整个加工过程中每一点的速度和位置。例如具有两坐标或两坐标以上联动的数控铣床、车床、磨床和加工中心。
3.按伺服系统的控制方式分类
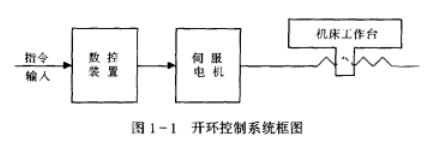
(1)开环控制数控机床。数控装置发出信号的流程是单向的,机床没有检测反馈装置。如图1一1所示。它适用于一般要求的中,小型数控机床。
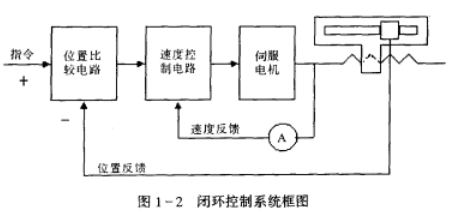
(2)闭环控制数控机床。在开环控制数控机床上增加检测反馈装置,如图1-2所示。在加工中时刻检测机床移动部件的位置,使之与所要求的位置相符合,以达到更高的加工精度。
(4)半闭环控制数控机床。半闭环控制系统框图如图1-3所示。
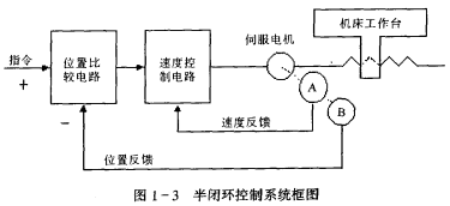
这种控制方式对工作台的实际位置不进行检查测量,而是通过与伺服电机有联系的测量元件,如测速发电机A和光电编码盘B(或旋转变压器)等间接检测出伺服电机的转角,推算出工作台的实际位移量,用此值与指令值进行比较,用差值来进行控制。由于工作台没有完全包括在控制回路内,因此称之为半闭环控制。这种控制方式介于开环与闭环之间,精度没有闭环高,调试却比闭环方便。
4.按数控装置分类
(1)硬件式数控机床(NC机床)。这类数控系统的输入,插补运算等功能均由集成电路或分立元件等器件实现。一般来说,数控机床不同,其控制电路也不同,因此系统的通用性较差,功能和灵活性也较差。这类系统在70年代以前应用的比较广泛。
(2)软件式数控机床(CNC 机床)。这类数控系统利用中、大规模及超大规模集成电路(或用微机与专用集成芯片)组成CNC装置,其主要的数控功能几乎全由软件实现,对于不同的数控机床,只需编制不同的软件就可以实现,而硬件几乎可以通用。因此灵活性和适应性很强,现代数控机床一般都采用CNC装置。






